
プライムTコーティング

製品の特徴
これまでの常識をはるかに越える耐熱被膜新組成被膜により、これまでにない「耐熱酸化性」と「高硬度化」を実現しました。高硬度鋼の高速加工・ドライ加工にズバ抜けた性能を発揮します。
被膜特性
| 色調 | 被膜硬度 | 摩擦係数 | 膜厚 | 対応サイズ |
| 赤茶色 | 3,000~3,500Hv | 0.35~0.45 | 1.0~4.0μm | φ500×600Lmm |
対象製品
| シャンクツール | チップ | ホブ・ピニオン | 丸刃 | 機械部品 |
| ◎ | ◎ | ○ | ○ | △ |
| プレス金型 | 樹脂金型 | 粉末成形金型 | ダイカスト金型 | その他 |
| × | × | × | △ | △ |
プライムコート-Tの5つのポイント
- これまで不可能な領域だった60HRC以上の高速切削を実現しました。
- 高硬度材を高効率に加工でき、機械加工コストの低減に貢献
- 1100℃以上の耐熱酸化性能によりドライ加工に抜群の威力を発揮
- 耐熱酸化性に優れ、従来の被膜に比べ高温域での切削性能を大幅に長寿命化
- 高い耐熱酸化性が求められる金型分野にも応用可能
プライムコート-Tの優れた機能
プライムコート-Tは、耐熱温度1100℃以上、硬度3500HV以上になります。
| プライムコート-T | TiAlN | TiN | |
| 酸化温度(℃) | 1100 | 700 | 500 |
| 硬度HV | 3500 | 2800 | 2500 |
| 膜厚(μm) | 1~4 | 1~4 | 1~4 |
| 色調 | 赤茶色 | 赤黒色 | 金色 |
プライムコート-Tの優れた切削性能
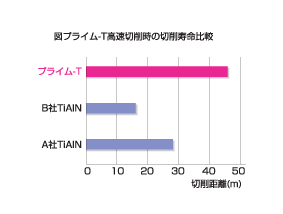 高硬度鋼の切削加工において、プライムコート-Tは、他社(工具メーカー)TiAlN系被膜をはるかに上回る切削寿命を示しました。
高硬度鋼の切削加工において、プライムコート-Tは、他社(工具メーカー)TiAlN系被膜をはるかに上回る切削寿命を示しました。
切削条件
| φ8mm超硬エンドミル6枚刃 | |
| 切削速度 | 100m/min. |
| 送り | 1200mm/min. |
| 切り込み | 0.3×10.0mm |
| 切削方法 | ドライ、ダウンカット、エアブロー |
| 被削材 | SKD11(58HRC) |
プライムコート-Tの用途・適用材質
| 切削工具 | 50~60HRC以上の高硬度鋼のドライ切削 インコネル、ハステロイ、ステライト等超合金加工 オーステナイト系ステンレス加工 |
| 金型 | Alダイカスト、熱間鍛造加工等 高い耐熱性が要求される金型・機械部品 |
※インサート・ドリル・エンドミルは、当面再研磨品のみが対象になります。
プライムコート-Tの主なコーティング可能材料
| 超硬合金および超硬合金ロウ付け品 | ||
| 高速度工具鋼 | 粉末ハイス | ASP23, 30, 60 |
| HAP10, 20, 40, 50, 70, 72 | ||
| DEX20, 40, 60, 80 | ||
| 溶製ハイス | SKH51~57 | |
| ダイス鋼 (低温焼き戻し品は硬度低下及び寸法変化の恐れがあります) |
冷間ダイス鋼 | SKD11(高温戻し) |
| DC53, KD11V, SLD8, その他相当品 | ||
| 熱間ダイス鋼 | SKD61 | |
| その他 | プレハードン鋼、マルエージング鋼 | |
※コーティング処理温度(450℃~500℃)以下の焼き戻し温度品または規定を外れた熱処理履歴品は、硬度低下及び寸法変化の原因となりますので、十分ご注意下さい。

