
PVD コーティング

-PVD-
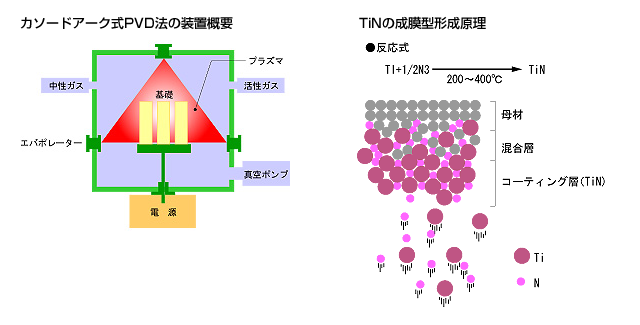
PVD法には、真空蒸着、スパッタリング、イオンプレーティングなどがあります。PVDの最先端をゆくカソードアーク方式のイオンプレーティング装置。また切削工具の分野で実績の高いHCDホロカソード方式のイオンプレーティング装置にて、お客様の多様なニーズにお答えします。
カソードアーク方式イオンプレーティグ装置の特徴
低温処理
200℃~500℃の低温でコーティングします。そのため、熱による材質劣化、歪みがなくなりました。低温焼き戻し鋼への適用や寸法精度が要求されるものにもご好評をいただいております。
強固な密着性
大きな負荷電圧がかけられるため、処理物に対するイオンの衝突エネルギーが大きくなり、母材への拡散効果増大します。そのため、コーティング膜の密着性は他のPVD法によるそれに比べて、より強固になりました。
均一な被膜
多数個のプラズマ発生源(エバポレーター)があらゆる方向に設置されているため、複雑な形状の処理物にも均一なコーティングができます。
また、装置は国内最大級の規模のため、大型の部品や長尺の処理物にも対応できます。
・長尺物:最大2.5m ・大径物:φ900mm ・重量:最大1000kg
| 長尺物 | 大径物 | 重量 |
| 最大2.5m | φ900mm | 最大1000kg |
複合膜・多層膜が可能
TiAlN、TiN/CrN、TiN等。
ホローカソード方式イオンプレーティグ装置の特徴
高エネルギープラズマ
450℃~500℃のコーティング温度域。アーク方式に比べ、処理温度が高いものの、高エネルギープラズマを用いるコーティングは、切削工具に適した装置。
スムースなコーティング
アーク方式に比べ、平滑なコーティングが得られます。
TiCNコーティング
切削工具に実績のあるTiCNコーティングの主力コーティング装置です。多くの工具メーカーで用いられているタイプです。
メタルコート
湿式めっきでは不可能な分野への応用。
複合表面処理
素材表面改質とコーティング膜との複合効果。例えば、窒化+PVD、WPC+PVD、イオンプレーティング+スパッタリング、湿式めっき+PVDなど。
膜剥離サービス
鉄系基材では、素材の変質なく剥離可能。超硬基材の場合は別途ご相談下さい。
再研磨・再コーティングサービス
ご使用になった工具を再研磨、再コーティングを一貫して行います。生産コスト削減に。
超大型PVD装置導入により処理対象品が拡大
| 大型部品 | 大型弁、大型機械部品、プレス金型、樹脂用金型、ダイカスト金型等 |
| 長尺部品 | 射出成型用スクリュー、ブローチ、ロール、リニアガイド、シャフト他 |
| 大型刃物 | 丸刃(メタルソー、スリッター、チップソー)、直刃、大型ホブ他 |
| 量産小型部品 | 機械部品…自動車部品、ミシン部品、電気機械部品などの小型機械部品 切削工具…ドリル、エンドミル、タップ、チップ、リーマなどの切削工具 |
こんなセラミックスコーティングがあります。
|
膜種
|
色調
|
硬度(Hv)
|
摩擦係数*1
|
膜厚(μm)*2
|
耐摩耗性
|
耐食性
|
耐酸化性
|
耐焼付性
|
| TiN |
金色
|
2000~2500 | 0.35~0.45 | 1.0~4.0 | ○ | ○ | ○ | ○ |
| TiCN | 灰色 | 3000~3500 | 0.30~0.40 | 1.0~4.0 | ◎ | △ | △ | ○ |
| TiAlN | 黒紫色 | 2300~2800 | 0.35~0.45 | 1.0~4.0 | ○ | ○ | ◎ | ○ |
| CrN | 銀灰色 | 2000~2200 | 0.25~0.30 | 1.0~10.0 | ○ | ◎ | ◎ | ◎ |
| ZrN | 白金色 | 2000~2200 | 0.35~0.45 | 1.0~4.0 | ○ | ○ | △ | △ |
| ACT(Cr+TiN) | 金色 | 2000~2500 | 0.35~0.45 | 1.0~4.0 | ○ | ◎ | ○ | ○ |
| ACC(Cr+CrN) | 銀灰色 | 2000~2200 | 0.25~0.30 | 1.0~10.0 | ◎ | ◎ | ◎ | ◎ |
| プライムコート-T | 赤茶色 | 3000~3500 | 0.35~0.45 | 1.0~4.0 | ◎ | ○ | ◎ | ◎ |
| プライムコート-C | 銀灰色 | 2300~2800 | 0.25~0.30 | 1.0~4.0 | ◎ | ◎ | ◎ | ◎ |
| ダイモスコート | 銀灰色 | 2300~2800 | 0.35~0.45 | 1.0~4.0 | ◎ | ◎ | ◎ | ◎ |
| ヴィーナスコート | 黒灰色 | 3000~3500 | 0.35~0.45 | 1.0~4.0 | ◎ | ◎ | ◎ | ◎ |
| マーキュリーコート-W | 黒灰色 | 3000~3500 | 0.35~0.45 | 1.0~4.0 | ◎ | ◎ | ◎ | ◎ |
| マーキュリーコート | 青灰色 | 3000~3500 | 0.35~0.45 | 1.0~4.0 | ◎ | ◎ | ◎ | ◎ |
| スリックコートH | 黒色 | 2500~3500 | 0.10~0.20 | 0.5~1.5 | ◎ | ◎ | × | ◎ |
*1)無潤滑ボールオンディスク:SUJ-2 荷重5N
*2)標準仕様:3±1μm
各種セラミックスコーティングが可能です。
|
膜種
|
用途
|
|
TiN
|
耐摩耗、耐食、離型性、焼付防止等広範囲の分野に。汎用切削工具(再研磨工具含む)、 金型(樹脂型、プレス型)、機械部品、装飾品。 |
|
TiCN
|
高硬度、低摩擦係数が要求される分野に。切削工具(再研磨工具含む)、プレス型。 |
|
TiAlN
|
高硬度、耐熱性が要求される分野に。切削工具(再研磨工具含む)、金型(Alダイカスト)、 機械部品(光学部品)。 |
|
CrN
|
耐食、耐熱、摺動特性をさらに向上させたい分野に。耐食・耐熱・耐焼付目的の機械部品、 金型(樹脂型、Alダイカスト、絞りダイ)。 |
|
ACC
|
さらに厳しい環境での耐食性を目的とした機械部品、金型。 |
|
ACT
|
同上、耐キャビテーション・エロージョンを目的とした機械部品。 |
|
ZrN
|
上品な色合いの装飾目的に。 |
|
スリックコート
|
Al等非鉄金属用切削工具、摺動部品、機能膜、半導体・リードフレーム用曲げ・絞り金型。 |
HSS工具への適用する場合の被膜選定の目安
|
ターニング
|
ターニング
|
ミーリング
|
ドリリング
|
ブローチング
|
リーミング
|
タッピング
|
|
炭素鋼
|
TiCN,
TiAlN |
TiCN,
TiAlN |
TiCN,
TiAlN |
TiN,
TiCN |
TiN,
TiCN |
TiN,TiCN
,TiAlN |
|
鋼>30HRC
|
TiCN,
TiAlN |
TiCN,
TiAlN |
TiCN,
TiAlN |
TiN,
TiCN |
TiN,
TiCN |
TiN,TiCN
,TiAlN |
|
鋼<30HRC
|
TiCN
|
TiCN
|
TiCN
|
TiN,
TiCN |
TiN,
TiCN |
TiN,TiCN
,TiAlN |
|
ステンレス鋼
|
TiAlN
|
TiN,
TiCN |
TiCN,
TiAlN |
TiCN,
TiAlN |
TiCN,
TiAlN |
TiCN,TiAlN
|
|
鋳鉄
|
TiAlN
|
TiCN,
TiAlN |
TiCN,
TiAlN |
TiCN
|
TiCN
|
TiCN
|
|
アルミ
鍛造品 |
TiN
|
TiN
|
TiN
|
TiN
|
TiN
|
TiN
|
|
アルミ
鋳造品 |
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
|
純銅
|
CrN
|
CrN
|
CrN
|
CrN
|
CrN
|
CrN
|
|
真鍮
(黄銅) |
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
|
青銅
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
超硬工具への適用する場合の被膜選定の目安
|
ターニング
|
ターニング
|
ミーリング
|
ドリリング
|
ブローチング
|
リーミング
|
|
炭素鋼
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiN,TiCN
|
TiN,TiCN
|
|
鋼>30HRC
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiN,TiCN
|
TiN,TiCN
|
|
鋼<30HRC
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiN,TiCN
|
TiN,TiCN
|
|
ステンレス鋼
|
TiCN,TiAlN
|
TiCN,TiAlN
|
TiCN,TiAlN
|
-
|
-
|
|
鋳鉄
|
TiAlN
|
TiAlN
|
TiAlN
|
TiAlN
|
TiAlN
|
|
アルミ鍛造品
|
TiN
|
TiN
|
TiN
|
TiN
|
TiN
|
|
アルミ鋳造品
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
|
純銅
|
CrN
|
CrN
|
CrN
|
CrN
|
CrN
|
|
真鍮(黄銅)
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
|
青銅
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
TiCN
|
成型金型へ適用する場合の被膜選定の目安
|
|
薄板成型
|
冷間成型
|
温間成型
|
打ち抜き
|
|
炭素鋼
|
TiCN
|
TiCN
|
CrN
|
TiCN
|
|
鋼
|
TiCN
|
TiCN
|
CrN
|
TiCN
|
|
ステンレス鋼
|
TiCN
|
TiCN
|
CrN
|
TiCN
|
|
純アルミ
|
TiCN
|
TiCN
|
CrN
|
TiCN
|
|
アルミ合金
|
TiCN
|
TiCN
|
CrN
|
TiCN
|
|
純銅
|
TiCN, CrN
|
CrN
|
CrN
|
CrN
|
|
真鍮(黄銅)
|
TiCN
|
-
|
CrN
|
TiCN
|
|
青銅
|
-
|
-
|
CrN
|
TiCN
|
|
TiAl6V4
|
-
|
-
|
CrN
|
-
|
|
めっき加工板
|
TiCN, CrN
|
-
|
-
|
TiCN, CrN
|
一般的な適用例
|
膜種
|
切削
|
金型
|
部品
|
| TiN | ○ | ○ | ○ |
| TiAlN | ○ | ○ | - |
| TiCN | ○ | ○ | - |
| プライムT | ○ | - | - |
| プライムC | ○ | - | - |
| マーキュリー | ○ | - | - |
| マーキュリーW | ○ | - | - |
| スリックH | ○ | ○ | ○ |
| CrN | - | ○ | ○ |
| ヴィーナス | - | ○ | - |
| ダイモス | - | ○ | - |
| ACC | - | ○ | ○ |
| ACT | - | ○ | ○ |
切削加工
|
材質\ワーク硬度
|
HSS
|
超硬
|
| ~40(HRC) | TiN TiCN TiAlN プライムC マーキュリー |
TiN TiCN TiAlN プライムC |
| 40~60(HRC) | TiCN TiAlN プライムC |
TiCN TiAlN プライムC |
| 60~(HRC) | - | プライムT マーキュリーW |
| SUS | TiAlN プライムC TiCN |
TiAlN プライムC TiCN |
| Ti | プライムC | プライムC |
| Cu | プライムC | プライムC |
| Al |
プライムC |
プライムC |
金型(部品)
|
製品名\ワーク
|
ダイス
|
パンチ
|
キャビティ
|
コア
|
イジェクターピン
|
スクリュー
|
| 冷間プレス | TiCN CrN ヴィーナス ダイモス |
TiCN CrN ヴィーナス ダイモス |
- | - | - | - |
| 熱・温間プレス | CrN ヴィーナス ダイモス |
CrN ヴィーナス ダイモス |
- | - | - | - |
| Alダイキャスト | - | - | CrN ヴィーナス |
CrN ヴィーナス |
CrN ヴィーナス |
- |
| SUS | - | - | - | - | - | - |
| Cu | CrN ヴィーナス |
CrN ヴィーナス |
- | - | - | - |
| Al | スリックH ヴィーナス |
スリックH ヴィーナス |
- | - | - | - |
| 樹脂 |
CrN |
CrN |
CrN |
CrN |
CrN スリックH |
CrN TiN ACC ACT ヴィーナス |

