
TiCNコーティング

高硬度で高粘性の難削材切削加工、難加工材の抜き・曲げ・絞り加工に、また摺動条件の厳しい機械部品へ適用しご好評をいただいているTiCNコーティング。しかし、「さらに厳しい切削条件、高速加工や難加工材向けに使いたい」というお客様の声にお応えして、コーティングプロセスの改良および膜構造の最適化を図り、これまで以上の高硬度、低摩擦係数、耐摩耗性を備えたTiCNコーティングをご提供いたします。
TiCNは、従来品以上の高硬度、耐摩耗性を備えています。外観は従来と異なり、シルバーグレーです。
パンチやダイ等で多く採用いただいております。
被膜特性
| TiCN | 他社TiCN | TiN | |
| 色調 | シルバーグレー | グレー | 金色 |
| HV0.025 | 3000~3500 | 3000 | 2500 |
| 摩擦係数,μ | 0.3~0.4 | 0.4~0.5 | 0.45 |
| 膜構造 | 多層 | - | 単層 |
| 膜厚,μm | 1~5 | - | 1~5 |
対象製品
| シャンクツール | チップ | ホブ・ピニオン | 丸刃 | 機械部品 |
| ◎ | ◎ | ○ | ○ | ○ |
| プレス金型 | 樹脂金型 | 粉末成形金型 | ダイカスト金型 | その他 |
| ○ | ○ | × | × | ○ |
フライス切削試験条件
| 回転数 | 450 rpm |
| 切削速度 | 14.1 m/min. |
| 送り | 36 mm/min. (0.04 mm/刃) |
| 切り込み | 0.5mm×10.0mm;側面切削 |
| 切削方法 | ドライ、ダウンカット、エアブロー |
| 切削長さ | 2,080 mm |
| 被削材 | SKD11(55HRC) |
| 試験材 | 超硬2枚刃エンドミル |
フライス切削試験結果
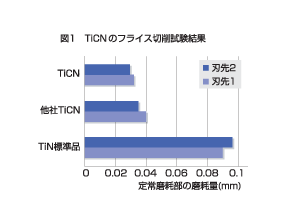 図1は、φ6の超硬エンドミルを使った切削試験の結果です。ドライの切削のため、より耐摩耗性(低摩擦係数)が要求される使用条件です。TiN品に比べ、格段に切削性能が向上しております。
図1は、φ6の超硬エンドミルを使った切削試験の結果です。ドライの切削のため、より耐摩耗性(低摩擦係数)が要求される使用条件です。TiN品に比べ、格段に切削性能が向上しております。

